- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Što čini valjaonicu ravne žice pravim izborom za precizne vodiče?
Sažetak članka
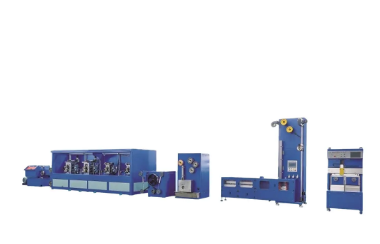
A Valjaonica ravne žicepretvara okruglu žicu ili traku u konzistentnu, pljosnatu žicu visoke preciznosti koja se koristi u motorima, transformatorima, zavojnicama i naprednim projektima elektrifikacije. Ali kupci obično nailaze na iste probleme: nestabilna debljina, pukotine na rubovima, površinske ogrebotine, spore promjene i nepredvidiv prinos. Ovaj vodič objašnjava kako stvarno funkcionira valjanje ravne žice, što provjeriti prije kupnje, kako izbjeći uobičajene proizvodne glavobolje i kako izračunati vrijednost u stvarnom svijetu—tako da možete odabrati opremu koja daje stabilne, ponovljive rezultate u velikom broju.
Sadržaj
- Obris
- Tamo gdje proizvodnja ravne žice obično pođe po zlu
- Kako valjaonica ravne žice zapravo stvara konzistentnost
- Što navesti prije nego što zatražite ponudu
- Kako odabrati pravi mlin za svoj materijal i učinak
- Kontrola kvalitete koja sprječava otpad umjesto da ga mjeri
- Savjeti za održavanje i promjenu koji štite prinos
- Trošak, propusnost i ROI: Što zapravo znači "dobra vrijednost".
- FAQ
Obris
- Uobičajene bolne točke kupaca u proizvodnji ravne žice
- Principi valjanja jezgre koji utječu na debljinu, širinu i završnu obradu površine
- Kritične specifikacije za potvrdu (materijal, raspon veličina, ciljevi tolerancije, brzina)
- Kontrolni popis odabira za različite slučajeve uporabe (bakar, aluminij, mala u odnosu na široku ravnu žicu)
- Koraci kontrole kvalitete za stabilizaciju proizvodnje i smanjenje prerade
- Održavanje, planiranje prolaza i navike operatera koje čuvaju valjke i žicu
- Ideje za izračun povrata ulaganja i što tražiti od dobavljača da dokaže
Tamo gdje proizvodnja ravne žice obično pođe po zlu
Ako kupujete aValjaonica ravne žice, vjerojatno to ne radite "iz zabave". To radite jer trenutni proces uzrokuje stvarne gubitke - otpad, prerada, kašnjenja isporuke ili pritužbe kupaca. Ovo su bolne točke koje se najčešće pojavljuju:
- Pomak debljine:Možete pogoditi metu na početku zavojnice, a zatim izići iz tolerancije kako se mijenja temperatura, podmazivanje ili istrošenost valjka.
- Nedosljednost širine i pucanje rubova:Preagresivno smanjenje ili loše planiranje prolaza može gurnuti materijal prema van, stvarajući slabe rubove ili mikropukotine.
- Površinske ogrebotine i tragovi oksidacije:Prljavo vođenje, nestabilna napetost ili neispravna rashladna tekućina/podmazivanje mogu uništiti završnu obradu površine i nizvodno namotavanje.
- Nizak učinak pokušaja i pogreške:"Podešavajmo dok ne proradi" zvuči normalno - dok ne izračunate koliko bakra ili aluminija dajete u kantu za otpad.
- Spore promjene:Ako promjena kompleta valjaka traje predugo, vaša linija postaje usko grlo u rasporedu.
- Neusklađenost s nizvodnim procesima:Ravna žica se često koristi za emajliranje, žarenje, namotavanje, namotavanje ili oblikovanje ukosnice. Ako proizvodnja mlina nije stabilna, sve nizvodno trpi.
Dobro dizajniranValjaonica ravne žicemanje je o "valjanju metala", a više o kontroli varijabli - tlaka, poravnanja, napetosti, podmazivanja i redukcije - tako da učinak postaje predvidljiv, a ne pun nade.
Kako valjaonica ravne žice zapravo stvara konzistentnost
Valjanje ravne žice u biti je kontrolirana deformacija: smanjujete debljinu dok upravljate širinom i kvalitetom površine. Dijelovi koji su najvažniji su oni koji održavaju stabilnost deformacije od svitka do svitka.
Ključne mehanike koje pokreću stabilan rezultat
- Precizna kontrola razmaka valjaka:Male promjene u razmaku valjaka izravno se pretvaraju u varijaciju debljine. O stabilnom podešavanju i ponovljivim postavkama nema pregovaranja.
- Planiranje rasporeda prolaza:Višestruka lakša smanjenja obično štite rubove i površinu bolje od jednog jakog stiska. Dobri mlinovi podržavaju dosljedne višeprolazne ili tandem strategije.
- Upravljanje napetostima:Previše napetosti može suziti žicu i uzrokovati grlo; premalo može stvoriti valovitost ili loše praćenje. Kontrolirano ponašanje isplate/preuzimanja je važno.
- Vođenje i usklađivanje:Neusklađenost uzrokuje oštećenje rubova, dijagonalne ogrebotine i nejednaku debljinu po širini. Dobro vođenje održava žicu centriranom i mirnom.
- Podmazivanje i hlađenje:"Pravi" pristup ovisi o materijalu i brzini. Cilj je stabilno trenje, kontrolirana temperatura i čiste površine.
Kada se te varijable kontroliraju, dobivate ishod do kojeg je kupcima zapravo stalo: stabilnu debljinu, čistu površinu, minimalne nedostatke rubova i manje pritužbi.
Što navesti prije nego što zatražite ponudu
Dobavljači ne mogu preporučiti pravu konfiguraciju ako su vaši zahtjevi nejasni. Prije nego što zatražite cijenu, dokumentirajte osnovne podatke u nastavku. To sprječava nedovoljne specifikacije (kasniji problemi) ili pretjerane specifikacije (uzalud potrošeni proračun).
- Materijal:bakar, aluminij ili legura; uključite ćud/stanje ako je primjenjivo.
- Obrazac za unos:promjer okrugle žice ili dimenzije trake; unutarnji/vanjski promjer svitka; težina zavojnice.
- Ciljani raspon ravne žice:gotov raspon debljine i širine, plus očekivana tolerancija.
- Površinski zahtjevi:kozmetički standard, osjetljivost na ogrebotine, daljnje potrebe za emajliranjem ili lijepljenjem.
- Proizvodni cilj:kg/sat ili m/min očekivanja i tipične veličine šarže.
- Integracija:isplata/preuzimanje, žarenje, namatanje, inline mjerenje ili povezivanje s postojećim kontrolama linije.
- Stvarnost operatera:razinu vještine vašeg tima i trebate li lakši rad temeljen na receptu.
Ako želite manje "iznenađenja", zamolite dobavljača da preslika vaše specifikacije na preporučenu metodu valjanja, pristup rasporedu prolaza i plan kontrole kvalitete - ne samo raspored stroja.
Kako odabrati pravi mlin za svoj materijal i učinak
Ne ponašaju se svi mlinovi jednako, čak i ako brošure izgledaju slično. "desno"Valjaonica ravne žiceje onaj koji odgovara vašem materijalnom ponašanju, zahtjevima tolerancije i realnosti svakodnevne proizvodnje.
Koristite ovaj praktični kontrolni popis
- Stabilnost iznad najveće brzine:Brzo nije važno ako često stajete radi prilagodbi ili otpada.
- Recepti koji se ponavljaju:Potražite postavke koje vam omogućuju spremanje i ponovno pozivanje postavki za uobičajene veličine.
- Brz, siguran dizajn promjene:Zamjena valjka, podešavanje vođenja i čišćenje trebalo bi biti jednostavno.
- Izmjereni izlaz, ne pretpostavljeni izlaz:Inline opcije mjerenja (ili jednostavan radni tijek uzorkovanja) važne su za rad s uskim tolerancijama.
- Podrška za vaš raspon veličina:Stroj optimiziran za usku ravnu žicu može imati problema sa širokim profilima i obrnuto.
Mnogim kupcima također je stalo do sposobnosti dobavljača: može li proizvođač pomoći s puštanjem u pogon, usmjeravanjem rasporeda i obukom operatera. To je gdjeJiangsu Goodroller Machinery Co., Ltd.često se ocjenjuje—ne samo kao dobavljač opreme, već i kao partner za stabilno postavljanje proizvodnje i ponovljivost od prve serije nadalje.
Tablica za brzu usporedbu: što pitati i zašto je to važno
| Stavka odluke | Što pitati | Zašto vam je to važno |
|---|---|---|
| Raspon veličina Fit | Koji je dokazani završni raspon debljine/širine na sličnim materijalima? | Sprječava kupnju mlina koji "može" ispuniti vaš asortiman na papiru, ali se muči u stvarnoj proizvodnji. |
| Strategija tolerancije | Kako održavate debljinu u dugim stazama (kontrolna metoda + mjerenje)? | Smanjuje odstupanje, preradu i povrate kupaca. |
| Površinska zaštita | Vodeći dizajn, pristup podmazivanju i plan čišćenja? | Štiti završnu obradu za namatanje/emajliranje i smanjuje ostatke od ogrebotina. |
| Vrijeme promjene | Tipično vrijeme promjene valjka/vodilice s obučenim operaterima? | Utječe na dnevni kapacitet više nego brojke najveće brzine. |
| Podrška pri puštanju u rad | Pružate li smjernice za polaganje rasporeda i obuku operatera? | Skraćuje vrijeme pokretanja i sprječava gubitak "pokušaja i pogrešaka". |
Kontrola kvalitete koja sprječava otpad umjesto da ga mjeri
Kvaliteta ravne žice nije samo postizanje broja na mikrometru. Radi se o sprječavanju nestabilnosti prije nego što postane otpad. Evo kontrolnih navika koje dosljedno smanjuju odbijanja:
- Provjera početka zavojnice:Uzorkujte ranije, potvrdite debljinu/širinu i zaključajte recept prije povećanja brzine.
- Proces provjere prozora:Pratite temperaturu, stanje podmazivanja i čistoću valjaka u zadanom intervalu.
- Pregled rubova:Rubne pukotine često počinju male. Brza rutinska provjera može spriječiti punu zavojnicu kvarova.
- Dosljednost po širini:Provjerite ujednačenost debljine slijeva nadesno ako su vaše aplikacije osjetljive (npr. precizne zavojnice).
- Sljedivost:Zabilježite ID zavojnice, postavke i rezultate. Kada se dogodi kvar, želite uzroke - ne nagađanja.
Uobičajeni kvarovi i brza dijagnoza
| Simptom | Vjerojatni uzrok | Praktični popravak |
|---|---|---|
| Promjena debljine tijekom vremena | Promjena temperature, promjena maziva, trošenje valjka, nestabilan razmak | Stabilizirajte hlađenje/podmazivanje, provjerite ponovljivost razmaka, rasporedite inspekciju valjaka |
| Rubne pukotine | Prekomjerno smanjenje po prolazu, neusklađenost, neusklađenost tvrdoće materijala | Prilagodite raspored prolaza, poboljšajte usmjeravanje navođenja, pregledajte stanje materijala |
| Površinske ogrebotine | Prljava vodilica/rola, krhotine, loše podmazivanje | Očistite vodilice/valjke, podmažite filtar, provjerite čistoću isplate/zahvata |
| Valovitost ili nagnutost | Neravnomjerna napetost, problemi s praćenjem, neravnomjerno smanjenje | Stabilizirajte kontrolu napetosti, provjerite poravnanje, provjerite stanje kotrljanja |
Savjeti za održavanje i promjenu koji štite prinos
Najbrži način za pretvaranje dobraValjaonica ravne žiceu "problematični stroj" je tretirati održavanje kao izborno. Ravna žica je neoprostiva—sićušni nedostaci postaju veliki problemi nizvodno.
- Čistoća je proizvodnja:Držite valjke, vodilice i kontaktne površine čistima. Jedna ugrađena čestica može oštetiti kilometre žice.
- Rutina pregleda valjaka:Provjerite ima li mikro-krhotina, tragova istrošenosti i oštećenja rubova. Zamijenite ili ponovno izbrusite prije nego što se kvarovi umnože.
- Disciplina podmazivanja:Održavajte dosljednu kvalitetu podmazivanja. Staro ili onečišćeno mazivo mijenja ponašanje trenja i završnu obradu površine.
- Standardizirani koraci promjene:Dokumentirajte "pravi način" za promjenu valjaka i poravnavanje vodilica tako da izvedba ne ovisi o jednom iskusnom operateru.
- Strategija rezervnih dijelova:Držite kritične potrošne dijelove pri ruci kako biste izbjegli zastoje koji uništavaju obveze isporuke.
Dobavljač koji vas podržava s dokumentima za puštanje u rad, obukom i preventivnim rasporedima može dramatično skratiti vaše razdoblje jačanja i brže stabilizirati kvalitetu—posebno kada proizvodite više veličina s čestim promjenama.
Trošak, propusnost i ROI: Što zapravo znači "dobra vrijednost".
Kupci često uspoređuju strojeve prema početnoj cijeni. Ali o ukupnom trošku vlasništva obično odlučuju tri stvari: prinos, stabilnost i vrijeme neprekidnog rada.
Jednostavan ROI okvir koji možete koristiti
- Smanjenje otpada:Ako bolja stabilnost smanjuje otpad čak za 1-2%, ušteda može biti značajna za proizvodnju koja sadrži mnogo bakra.
- Manje zastoja:Svako ponovno pokretanje košta vremena, materijala i pažnje operatera.
- Brže promjene:Ako je vaša kombinacija proizvoda široka, poboljšanje od 15 do 30 minuta po prelasku može povećati pravi tjedni kapacitet.
- Nizvodna stabilnost:Stabilna ravna žica smanjuje odbacivanje kod emajliranja, namotavanja i oblikovanja—pri čemu nedostaci mogu biti još skuplji.
Kada pregledavate ponude, zamolite dobavljača da objasni kako njihov dizajn štiti kontrolu debljine, završnu obradu površine i učinkovitost promjene u stvarnom radu—ne samo u kataloškim brojevima.
FAQ
P: Koje ulazne materijale može obraditi Valjaonica ravne žice?
A:Mnoge linije su konfigurirane za bakar ili aluminij u obliku okrugle žice ili trake. Ključ je u usklađivanju konfiguracije mlina i pristupa prolazu s vašim ponašanjem materijala, rasponom veličina i ciljevima tolerancije.
P: Kako mogu odrediti pravu toleranciju debljine i širine?
A:Započnite s nizvodnim zahtjevima (emajliranje, namatanje, oblikovanje ili specifikacije zavojnice transformatora). Zatim postavite tolerancije koje su dovoljno stroge da zaštite izvedbu, ali realne za stabilnu masovnu proizvodnju.
P: Zašto dolazi do pucanja rubova tijekom valjanja?
A:Rubne pukotine obično nastaju zbog pretjerano agresivnog smanjivanja po prolazu, pogrešaka u poravnanju ili neusklađenosti između stanja materijala i rasporeda valjanja. Bolji plan prolaza i poboljšano vođenje obično to rješavaju.
P: Čemu bih trebao dati prioritet ako je završna obrada površine kritična?
A:Čisto vođenje, stabilno podmazivanje/filtracija i disciplinirane rutine čišćenja. Ogrebotine su često uzrokovane krhotinama i nedosljednim trenjem, a ne "lošim materijalom".
P: Može li jedna glodalica učinkovito podržati više veličina ravne žice?
A:Da—ako je dizajniran za brze prilagodbe valjaka i vođenja, plus ponovljivost stila recepta. Ako su promjene veličine česte, dizajn promjene je važan jednako kao i brzina.
P: Koje podatke trebam poslati dobavljaču da bih dobio točnu preporuku?
A:Vrsta materijala, ulazne dimenzije, gotov raspon veličina, ciljevi tolerancije, površinski zahtjevi, cilj proizvodnje, specifikacije zavojnice i potrebe nizvodne integracije. Što su vaši podaci potpuniji, to će kasnije biti manje iznenađenja.
Ako vas vaš trenutni proces košta prinosa, stabilnosti ili povjerenja u isporuku, ispravno usklađenValjaonica ravne žicemože pretvoriti proizvodnju ravne žice u predvidljiv tijek rada koji se može kontrolirati. Za smjernice za dimenzioniranje, preporuke za konfiguraciju i praktičnu podršku pri puštanju u pogon,kontaktirajte nasnaJiangsu Goodroller Machinery Co., Ltd.i recite nam svoje ciljeve od materijala i gotovih žica - tada ćemo vam pomoći mapirati rješenje koje radi čisto i dosljedno.