- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Kako vam valjaonica trake može pomoći u postizanju dosljedne debljine, ravnosti i kvalitete površine u velikom mjerilu?
Sažetak
A valjaonica trakeje često ključno sredstvo za procesore zavojnica i proizvođače koji trebaju stabilnu kontrolu debljine, ponovljivu ravnost i čistu površinsku obradu—bez stalnih zastoja ili otpada. Pa ipak, mnogi kupci nailaze na iste glavobolje: nedosljedan promjer po duljini zavojnice, defekti oblika koji izazivaju pritužbe kupaca, česti tragovi valjaka, spore promjene i rutine održavanja koje kradu vrijeme proizvodnje.
Ovaj članak objašnjava kako moderna valjaonica trake rješava te bolne točke, koje su specifikacije zapravo važne kada uspoređujete opcije i kako preslikati svoje ciljeve proizvoda (materijal, raspon debljine, tolerancija, učinak) na pravu konfiguraciju mlina. Također ćete pronaći praktičan popis za provjeru, tablicu odluka i često postavljana pitanja osmišljena za stvarne timove za nabavu i inženjere postrojenja.
Sadržaj
- Obris
- Uobičajene bolne točke kupaca
- Što Valjaonica trake uistinu radi
- Ključni ciljevi izvedbe koji štite vašu maržu
- Odabir prave konfiguracije mlina
- Integracija mlina u vašu liniju
- Kako održati kvalitetu stabilnom tijekom dugih serija
- Održavanje koje ne ubija rezultate
- Kontrolni popis kupaca prije nego što potpišete
- FAQ
- Sljedeći korak
Obris
- Identificirajte proizvodne probleme koje pokušavate eliminirati (otpad, potraživanja, uska grla).
- Prevedite zahtjeve kupaca u mjerljive ciljeve kotrljanja (tolerancija, ravnost, završna obrada).
- Uskladite svoj raspon materijala i debljine s rasporedom mlina i razinom automatizacije.
- Planirajte prateće sustave (kontrola napetosti, rashladna tekućina, filtracija, upravljanje okretanjem, povratni udar).
- Zaključavanje lakoće održavanja: brza izmjena valjaka, dostupna hidraulika i predvidljivi rezervni dijelovi.
Uobičajene bolne točke kupaca
Ako ocjenjujete valjaonicu trake, vjerojatno to ne radite iz zabave - radite to jer vas nešto boli. Evo najčešćih problema koje kupci žele riješiti i koliko oni obično koštaju u stvarnom poslovanju:
- Nedosljednost mjerača: odstupanje debljine preko zavojnice dovodi do prerade, smanjene kvalitete materijala ili odbačenih serija.
- Plošnost i nedostaci oblika: valovi, središnja kopča, rubna kopča ili neusklađenost krune uzrokuju nizvodne probleme kod utiskivanja, prorezivanja, zavarivanja ili oblikovanja.
- Površinske oznake: ogrebotine od kotrljanja, tragovi klepetanja, inkluzije ili loše podmazivanje pojavljuju se kao pritužbe kupaca—posebno za vidljive dijelove.
- Spore promjene: dugotrajne promjene, nestabilnost postavki ili ručno podešavanje troše sate svaki tjedan.
- Veliki otpad tijekom povećanja: prvi dio svake zavojnice postaje "otpad pri postavljanju" jer se kontrole i napetost ne biraju dovoljno brzo.
- Zastoji zbog iznenađenja održavanja: brtve, ležajevi, sustavi rashladne tekućine ili problemi s hidraulikom koji nisu dizajnirani za brzo servisiranje.
- Puzanje troškova energije i potrošnog materijala: neučinkoviti pogoni, loše upravljanje rashladnom tekućinom i pretjerano trošenje valjaka tiho povećavaju cijenu po toni.
Dobra valjaonica trake ne valja samo metal - ona smanjuje nesigurnost. Najbolji ROI obično dolazi od manje zahtjeva kupaca, većeg prinosa i stabilnog protoka koji možete s pouzdanjem planirati.
Što Valjaonica trake uistinu radi
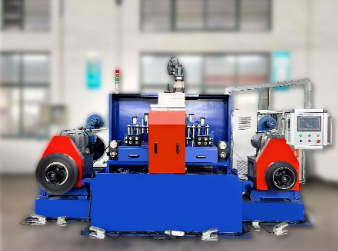
U svojoj jezgri, valjaonica trake smanjuje debljinu prolaskom metalne trake kroz rotirajuće valjke pod kontroliranom silom i napetosti. "Kontrolirani" dio je mjesto gdje se moderni sustavi odvajaju od starije opreme.
U stvarnoj proizvodnji, ne samo da mijenjate debljinu – vi upravljate:
- Sila kotrljanjapogoditi metu bez preopterećenja komponenti.
- Napetostza stabilizaciju oblika trake i sprječavanje klepetanja ili klizanja.
- Kontrola ravnostikako bi se spriječili nedostaci oblika koji uništavaju daljnju obradu.
- Stanje površinekroz kvalitetu role, isporuku rashladnog sredstva i filtraciju.
- Toplinsko ponašanjejer toplina utječe na širenje valjka i stabilnost debljine tijekom vremena.
Zato bi kupci trebali razmišljati o mlinu kao o sustavu: konfiguracija postolja, automatizacija, pogoni, hidraulika, rashladno sredstvo/filtracija i rukovanje zavojnicom doprinose konačnoj kvaliteti i radnom vremenu.
Ključni ciljevi izvedbe koji štite vašu maržu
Kad timovi uspoređuju mlinove, često se fokusiraju na maksimalnu silu valjanja ili brzinu linije. Oni su važni, ali pravi diferencijatori su ciljevi izvedbe povezani s prihvaćanjem korisnika i internim prinosom.
- Tolerancija debljine: Koliko dosljedno možete držati mjerač od glave do repa i po širini trake?
- Ravnost: Možete li održati oblik unutar zahtjeva za oblikovanjem vaših kupaca bez stalne intervencije?
- Površinska obrada i čistoća: Možete li održati stabilnu završnu obradu bez tragova valjanja, tragova krhotina ili nedostataka maziva?
- Stabilnost na duge staze: Ostaju li performanse stabilne nakon sati proizvodnje ili se mijenjaju s temperaturom i trošenjem valjaka?
- Ponovljivost promjene: Možete li promijeniti proizvode i brzo se vratiti na stabilnu proizvodnju, uz minimalan otpad od postavljanja?
Praktičan način za procjenu valjaonice trake je interno postavljanje jednog pitanja:Na čemu ćemo prestati gubiti novac kad ovaj mlin proradi?To uokvirivanje drži raspravu usredotočenom na rezultate, a ne samo na specifikacije.
Odabir prave konfiguracije mlina
Različite konfiguracije mlinova postoje s razlogom: vaš materijal, raspon debljine, širina i ciljna završna obrada utječu na to što će najbolje raditi. Upotrijebite donju tablicu kako biste svoju primjenu uskladili s tipičnim odabirom mlina.
| Cilj primjene | Tipični smjer mlina | Zašto odgovara | Čuvajte se |
|---|---|---|---|
| Opće smanjenje debljine s umjerenom tolerancijom | 4-visoki postolje/okretni mlin | Uravnotežena sposobnost za mnoge čelike i legure; fleksibilni rasporedi | Razina automatizacije važna je za ponovljivost i povećanje broja otpada |
| Visoko precizni mjerač + kontrola ravnosti | 6-visoko postolje / napredna kontrola ravnosti | Bolja kontrola oblika putem strategija savijanja i pomicanja | Veća složenost; uslužnost i obuka postaju kritični |
| Visoka propusnost proizvodnje s tijesnim rasporedima isporuke | Tandem linija (više postolja) | Kontinuirano smanjenje podržava veći učinak i dosljednu kvalitetu | Inicijalna integracija; potporni sustavi moraju biti robusni |
| Proizvodi osjetljivi na površinu (ukrasni, izloženi dijelovi) | Usredotočite se na završetak role + rashladno sredstvo/filtracija + stabilnost napetosti | Kvaliteta površine uvelike ovisi o čistoći i kontroli podmazivanja | Filtracija premale veličine uobičajena je pogreška koja stvara nedostatke koji se ponavljaju |
Ako niste sigurni, počnite tako da odredite svojepopis materijala(čelik, nehrđajući, aluminij, bakar, itd.),ulazna debljina, ciljna debljina, i vašeg kupcakriteriji prihvaćanja. Zatim odaberite konfiguraciju koja može pouzdano pogoditi te ciljeve—ne samo na papiru.
Integracija mlina u vašu liniju
Mnogi problemi s kvalitetom koji se pripisuju mlinu zapravo su uzvodni ili nizvodni problemi. Valjaonica trake najbolje radi kada okolna linija sprječava skokove napetosti, površinsku kontaminaciju i oštećenje rukovanja zavojnicama.
Uobičajeni elementi integracije uključuju:
- Isplata i odbojniks mogućnošću stabilnog zatezanja.
- Uzde za ulaz/izlazza fino podešavanje napetosti i smanjenje klizanja.
- Vođenje i centriranjeza zaštitu rubova i poboljšanje kontrole oblika.
- Isporuka rashladne tekućine + filtracijaza upravljanje toplinom i održavanje površina čistima.
- Inspekcijske točkeza brzu provjeru gabarita/oblika/završetka bez zaustavljanja linije.
Valjaonica GRMobično podržava kupce preslikavanjem ovih podsustava na strategiju upravljanja mlinom—jer stabilna proizvodnja ovisi o cijelom toku, a ne samo o postolju.
Kako održati kvalitetu stabilnom tijekom dugih serija
Jednom je lako dobiti dobru zavojnicu. Pravi test je održavanje kvalitete među smjenama, operaterima i kombinacijama proizvoda. Stabilnost obično dolazi iz tri razine kontrole:
- Brza kontrola: trenutna korekcija odstupanja debljine kako se uvjeti mijenjaju (opterećenje, napetost, brzina).
- Kontrola oblika: strategije za smanjenje kopči i neusklađenosti krune prije nego što postanu odbacivi.
- Kontrola kontaminacije: održavajte rashladno sredstvo i površine traka čistima kako biste izbjegli ponavljanje tragova.
Ako se vaše postrojenje borilo s ponavljajućim površinskim oštećenjima, obratite posebnu pozornost na dizajn filtracije, upravljanje rashladnom tekućinom i rukovanje površinom valjka. Male čestice mogu uzrokovati "tajnovite" pruge koje izgledaju nasumično, ali se ponavljaju dok se izvor ne ukloni.
Održavanje koje ne ubija rezultate
Mlin koji zadovoljava specifikacije, ali zaustavlja proizvodnju uz stalno održavanje je loš posao. Kada procjenjujete opremu, tražite značajke održavanja koje smanjuju zastoje i poboljšavaju predvidljivost:
- Pristup brze promjene valjaka: dizajnirane pristupne točke, strategija podizanja i podrška za poravnanje.
- Dostupne hidrauličke komponente: ventili, brtve i senzori koji se mogu servisirati bez većeg rastavljanja.
- Jasan plan podmazivanja: centralizirano podmazivanje i jednostavno praćenje smanjuju iznenađenja ležajeva.
- Logika rezervnih dijelova: standardizirani potrošni dijelovi i realan preporučeni popis rezervnih dijelova.
- Dijagnostika prilagođena operateru: alarmi koji ukazuju na uzroke, a ne samo na simptome.
Najbolji mlinovi pomažu vašem timu prijeći s "gašenja požara" na rutinsko održavanje. Sama ta promjena često otključava veći tjedni učinak bez promjene razine osoblja.
Kontrolni popis kupaca prije nego što potpišete
- Ciljevi proizvoda: popis materijala, raspon širina, ulazna/ciljana debljina, tolerancija, površinski zahtjevi.
- Ciljevi propusnosti: očekivane tone/mjesec, tipična veličina koluta, planirane smjene i očekivanja povećanja.
- Provjera kvalitete: kako ćete mjeriti širinu/ravninu/završetak i gdje se pojavljuju provjere u liniji.
- Promjena stvarnosti: mješavina proizvoda, rasporedi valjanja i koliko brzo trebate promijeniti bez otpada.
- Komunalije i otisak: snaga, dovod rashladne tekućine, prostor za filtriranje i ograničenja instalacije.
- Servisni model: puštanje u rad, obuka, dokumentacija i plan odgovora za kritične rezervne dijelove.
- Plan rizika: što se događa ako se propusti tolerancija—imate li put do korekcije bez zaustavljanja proizvodnje?
FAQ
P: Može li valjaonica trake obraditi više materijala, poput nehrđajućeg čelika i aluminija?
A:Da, ali bitna je strategija postavljanja. Različiti materijali različito se ponašaju pod utjecajem sile i napetosti i različito reagiraju na podmazivanje i završetak valjanja. Dobro usklađena konfiguracija i strategija upravljanja smanjit će pokušaje i pogreške tijekom promjene proizvoda.
P: Što uzrokuje varijaciju debljine duž duljine svitka?
A:Uobičajeni uzroci uključuju nestabilnu napetost, toplinski pomak, istrošenost valjka, nedosljednu debljinu ulaznog svitka i sporu korekciju tijekom promjena brzine. Kupci bi trebali dati prednost sposobnosti stabilnog zatezanja i brzom ponašanju korekcije kako bi se smanjio otpad na vrhu i repu.
P: Zašto se defekti oblika pojavljuju čak i kada je debljina ispravna?
A:Debljina može biti na ciljanoj razini dok je ravnost isključena. Nedostaci oblika često dolaze od neravnomjernog smanjenja po širini, deformacije valjka ili neravnoteže napetosti. Kontrola ravnosti i pravilno vođenje ključni su za sprječavanje kopči i problema povezanih s krunom.
P: Kako možemo smanjiti tragove na površini i ogrebotine povezane s kotrljanjem?
A:Započnite s upravljanjem valjkom (površinska obrada, rukovanje, čistoća), a zatim poboljšajte isporuku rashladne tekućine i filtraciju kako biste spriječili ponovni ulazak krhotina u ugriz role. Mnoge "nasumične" oznake zapravo su obrasci kontaminacije koji se ponavljaju.
P: Što trebamo pripremiti za instalaciju i podizanje?
A:Planirajte alate, izgled, obuku operatera i jasan plan prihvaćanja (kako uspjeh izgleda u mjerljivim terminima). Ako rano definirate ciljane proizvode i korake provjere, povećanje postaje brže i manje rasipno.
Sljedeći korak
Ako vaš trenutni proces gubi novac zbog pomaka debljine, pritužbi na ravnost, ponavljajućih tragova na površini ili sporih promjena, pravilno dizajnirana valjaonica trake može pretvoriti taj kaos u ponovljivi rezultat.Valjaonica GRMpodržava kupce od usklađivanja aplikacija do integracije linije, puštanja u pogon i obuke operatera—tako da tvornica radi u stvarnom svijetu, a ne samo u brošuri.
Jeste li spremni razgovarati o svom materijalu, ciljnoj debljini i proizvodnim ciljevima? Kontaktirajte nas i recite nam što valjate danas i što trebate sljedeće.